Process Optimization
Process Optimization
Our service supports for complete range for surface plastic ,metal and wood with manual spray guns or atomizer with single or multiple robots station for basecoat solid coat ,clear coat station for automotive and general industries.
Optimum production volume at low costs are only possible if systems engineering, application and the applied materials are combined in the best possible way.
Based on many years of experience globally in paint application industry, customer support and technical field service with various application Robspray offers spray process and optimization services for new as well existing projects for production quality improvement , analysis and correction to get desired painting results, or improvement of application processes , with our best services customer will be get benefited on demand service to reducing production costs by reducing rework and material saving
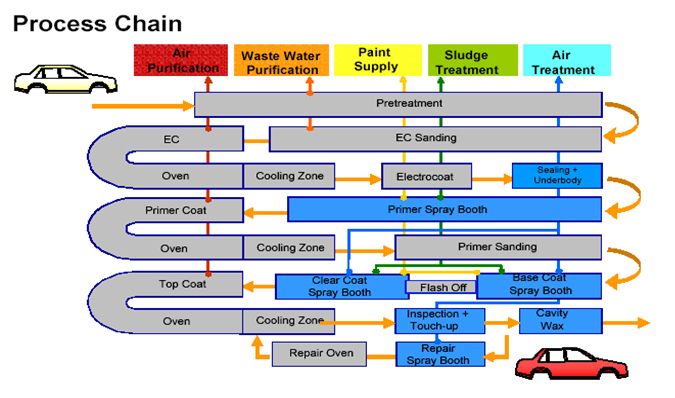
Process Chain
Service Category :
Process application improvement
Paint defect analysis and troubleshooting,
New paint shops in line process improvement
New model/Parts development
Materials changeover in existing paint shops
Support for paint application documentation
OEM approvals of new materials
Color addition and improvement
Technical support for production
Support for quality management
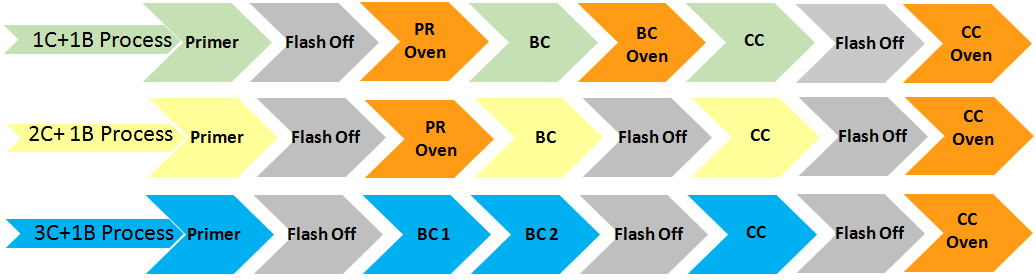
Type of Process
What is Paint defects ?
Any Process type can have Paint defects and can have many causes. It might be because customer had an process accident, or maybe aggressive atmospheric conditions. It is also possible, that mistakes were made during the coating process – maybe the coat thickness was not right or drying times were too short. Sometimes such damage is due to badly prepared substrates as below shown the different paint defects and their causes
Run Down

Incorrect spraying viscosity, spraying technique, flash-off times between coats, and film thicknesses
- • Defective spray gun set up
- • Incorrect spraying pressure
- • Temperature of paint, substrate or
- • spraybooth too low
- • Incorrect choice of hardeners and thinners
Water Drop
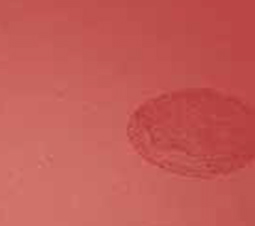
Topcoat not sufficiently cured
- • Excessive film thickness, drying time too short
- • Use of unsuitable thinner
- • Incorrect hardener mixing ratio
- • Wrong hardener used
Clouding

Incorrect spraying viscosity, spraying technique, flash-off times, spraybooth temperature
- • Defective spray gun set up, incorrect spraying pressure
- • Unsuitable thinners
Solvent Popping
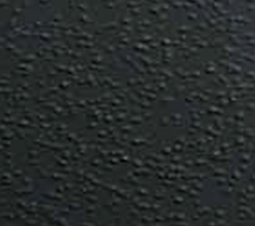
Insufficient drying of primer filler
- • Solvent or air trapped in film, which then escapes leaving pop marks due to incorrect spraying viscosity, spraying pressure, flash-off times and drying times
- • Incorrect choice of hardeners and thinners
- • Film build too high
- • Wrong spraying technique
Orange Peel

Incorrect spraying pressure or viscosity, spraying technique or application temperature
- • Unsuitable combination of solvents or low quality solvents
- • Insufficient sanding of substrate
- • Incorrect spray gun set up
- • Excessive temperature

Solvent Penetration

Area where topcoat was sanded through to substrate not isolated
- • Isolated with unsuitable filler/primer
- • Filler/primer incorrectly applied
- • Insufficient drying of substrate
Sanding Scratch

Sanding paper too coarse
- • Filler sanded when soft before topcoat application
- • Insufficient sanded polyester stopper
- • Insufficient isolation of the stopper
Poor Adhesion

Excessive coat thickness of basecoat
- • Intermediate and final flash-off times of the basecoat too short
- • Wrong mixing ratio of clearcoat/ hardener
- • Incorrect hardener/thinner combination; system too fast
Poor Opacity

Substrate not uniform (Effect finishes)
- • Topcoat film build too low
- • Coating overthinned

Moisture Blisters

Residue of sanding water in corners, edges, rebates and below decorative strips
- • Contaminated air supply
- • Insufficient isolation of polyesters
- • Air humidity too high
- • Waterborne products not completely flashed off/cured
- • Dried salt residues
Poor Gloss

Film thickness or air humidity too high
- • Substrate too sensitive to solvents
- • Incorrect mixing or contaminated hardener
- • Use of unsuitable thinner
- • Insufficient airflow in oven
- • Interrupted baking
- • Clearcoat applied too fast
- • Incorrect polish applied too soon after drying
Wrinkling

Occurs when chemical reaction takes place between two incompatible substrates
- • High film builds
- • Overcoating an uncured substrate
- • Wet-on-wet system combined with incorrect hardener/thinner
Halo Effect
Typically caused by incorrect technique when blending in metallics
- • Can also be visible as dark edge on light colors
Chemical Rain

Chemicals released into atmosphere reacting with hydrocarbons in the air
- • Visible as rain drops on surface in areas where mixture is strong
- • Can cause unrepairable damage
 Remote Support
Remote Support Company Brochure
Company Brochure Request For Quote
Request For Quote Publication
Publication Career With Us
Career With Us Customer Voice
Customer Voice